
Czym jest norma EN 1369
Standard europejski en 1369 określa metodykę badań magnetyczno-proszkowych dla materiałów ferromagnetycznych, czyli takich, których indukcja magnetyczna w polu o natężeniu 2,4 kA/m przekracza 1 T (Tesla). Norma definiuje szczegółowe wymagania techniczne, kryteria akceptacji oraz procedury przeprowadzania badań nieniszczących, uzupełniając tym samym ogólne wytyczne zawarte w ISO 9934-1. Dokument obejmuje wszystkie rodzaje odlewów ferromagnetycznych, niezależnie od metody ich wytwarzania.
Zakres zastosowania badań wg EN 1369
Badania magnetyczno-proszkowe według EN 1369 znajdują zastosowanie przede wszystkim w kontroli odlewów stalowych i żeliwnych wykorzystywanych w przemyśle stoczniowym, maszynowym i energetycznym. Typowe elementy poddawane kontroli to korpusy silników, obudowy łożysk, zawiesia sterów oraz elementy konstrukcyjne o skomplikowanej geometrii. Metoda ta jest szczególnie skuteczna w wykrywaniu wad powierzchniowych i podpowierzchniowych do głębokości 2-3 mm, takich jak pęknięcia, naderwania, zawalcowania czy wady metalurgiczne.
Przygotowanie do badania – krok po kroku
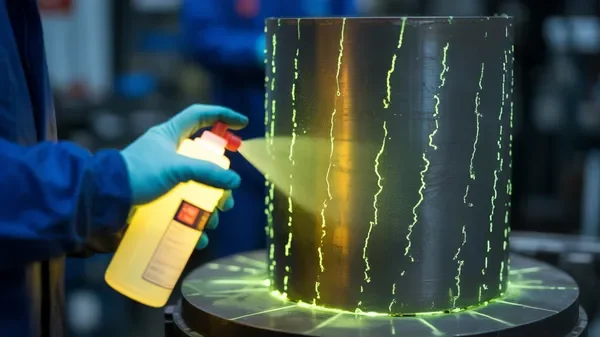
Prawidłowe przygotowanie powierzchni jest kluczowe dla uzyskania wiarygodnych wyników badań. Powierzchnia odlewu musi być całkowicie oczyszczona ze zgorzeliny, tłuszczów, olejów, smarów oraz wszelkich odprysków spawalniczych. Dopuszczalna grubość powłoki lakierniczej wraz z podkładem nie może przekraczać 50 µm przy badaniach w świetle białym. Kolejnym krokiem jest dobór odpowiedniej metody namagnesowania – zazwyczaj wykonuje się badanie sekwencyjnie w dwóch prostopadłych kierunkach, aby wykryć nieciągłości o różnym przebiegu. Specjaliści z firmy Navitest podkreślają znaczenie właściwego doboru parametrów magnetyzacji w zależności od geometrii badanego elementu.

Warunki przeprowadzania badań
Norma EN 1369 precyzuje, że badanie należy przeprowadzać okiem nieuzbrojonym lub przy maksymalnie trzykrotnym powiększeniu, w warunkach oświetlenia zgodnych z EN ISO 3059. Nośniki wykrywcze muszą spełniać wymagania określone w EN ISO 9934-2, co gwarantuje ich właściwą czułość i widoczność. W przypadku gdy znany jest kierunek naprężeń w odlewie, dopuszcza się przeprowadzenie badania tylko w jednym kierunku, aby skoncentrować się na wykryciu najbardziej krytycznych nieciągłości.
Najczęstsze błędy podczas kontroli
Jednym z najczęstszych błędów jest niedostateczne namagnesowanie obszarów o skomplikowanej geometrii, co prowadzi do niedokładnych wyników. Kolejnym problemem jest próba badania materiałów nieodpowiednich – metoda MT nie sprawdza się w przypadku stali austenitycznych nierdzewnych, duplex czy superduplex. Częstym błędem jest również niewłaściwe przygotowanie powierzchni, szczególnie pozostawienie zbyt grubej powłoki malarskiej, która uniemożliwia prawidłową detekcję wad. Należy też pamiętać, że obrazy magnetyczne nie zawsze odpowiadają rzeczywistym nieciągłościom – mogą pojawiać się tzw. pseudowady wymagające weryfikacji.
Kryteria akceptacji wad
EN 1369 definiuje poziomy ostrości i kryteria akceptacji dla różnych typów nieciągłości, oznaczanych w nomenklaturze normowej literami A, B, C, D, E, F, H lub K. Każda z tych kategorii odpowiada innemu rodzajowi wady – od pęknięć, przez porowatość, po segregacje materiałowe. Ostateczne kryteria akceptacji powinny być uzgodnione między zamawiającym a wytwórcą już na etapie składania zamówienia, jako część ogólnej lub specjalnej oceny jakości odlewów. Norma uwzględnia również możliwość występowania skupisk wskazań i indykacji o różnych typach na danej powierzchni.
Ograniczenia metody i aspekty ekonomiczne
Podstawowym ograniczeniem badań magnetyczno-proszkowych jest ich zastosowanie wyłącznie do materiałów ferromagnetycznych – metoda nie sprawdza się w przypadku stali austenitycznych czy innych materiałów niemagnetycznych. Większość technik wymaga dostępu do źródła energii elektrycznej, co ogranicza mobilność badań. Metoda wykrywa przede wszystkim wady powierzchniowe i blisko powierzchniowe, jest mniej efektywna w przypadku głębokich nieciągłości wewnętrznych. Koszty badań zależą od wielkości i złożoności geometrycznej odlewów, rodzaju zastosowanego sprzętu oraz wymaganego poziomu szczegółowości kontroli.
Normy powiązane i zgodność
EN 1369 funkcjonuje w ekosystemie powiązanych norm dotyczących badań nieniszczących, w tym PN-EN 10228-1 dla odkuwek stalowych oraz serii ISO 9934 określającej ogólne zasady badań magnetyczno-proszkowych. W praktyce przemysłowej stosuje się również standardy ASTM E1444/E1444M, szczególnie na rynkach pozaeuropejskich. Zgodność z EN 1369 jest często wymagana w specyfikacjach technicznych dla dostawców komponentów odlewniczych w przemyśle stoczniowym, energetycznym i maszynowym, gdzie zapewnienie jakości elementów ma krytyczne znaczenie dla bezpieczeństwa eksploatacji.